|
|
|
|
|
|
|
|
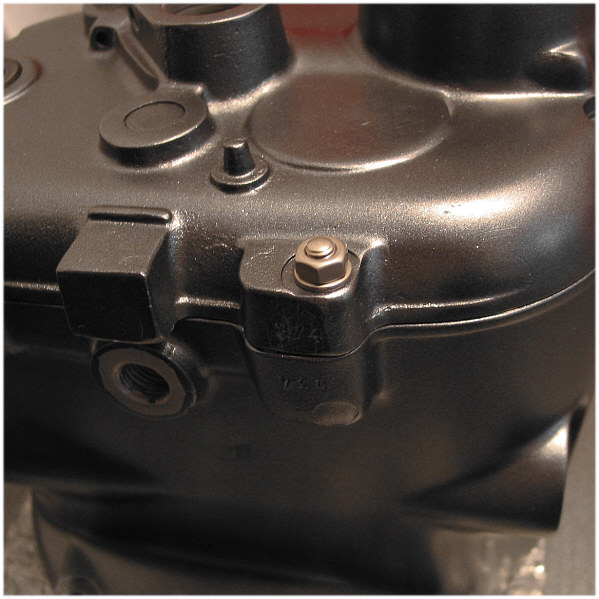 |
Deckel auf das Gehäuse gelegt und
einen neuen Bolzen mit Unterlegscheibe und Mutter passend montiert um die herausstehende Höhe der Bolzen festzulegen und zu vermessen = 23,5 mm. |
 |
Die neuen Edelstahlbolzen mit
Loctite Mittelfester Schraubensicherung eingeklebt. |
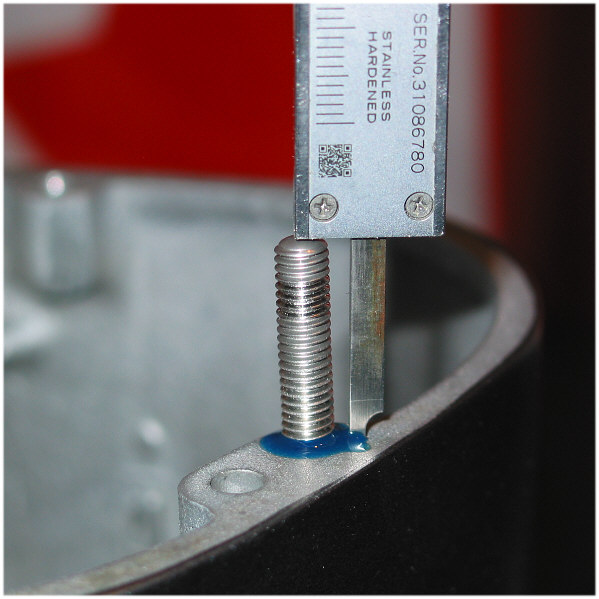 |
Länge 23,5 mm genau eingestellt. |
 |
Alle neuen Bolzen drin. |
 |
Neue Lager aufpressen. |
 |
Und mit Segering sichern. |
 |
Neue Anlaufscheibe. |
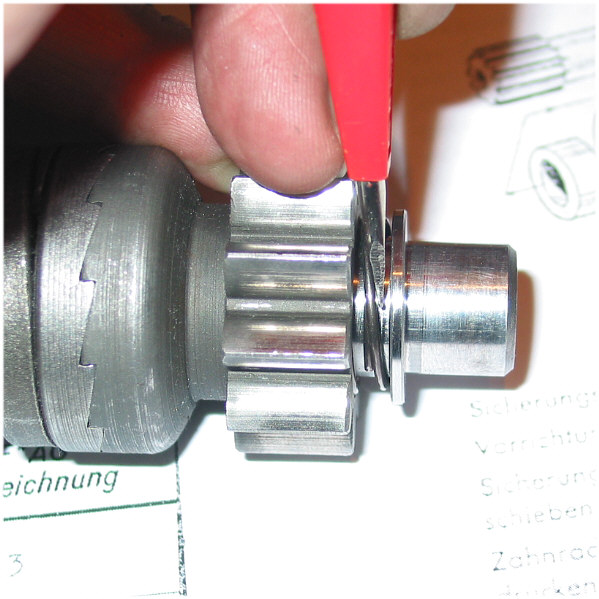 |
Darauf geachtet,
daß die Feder nicht eingeklemmt wird. |
 |
Und verstemmt. |
 |
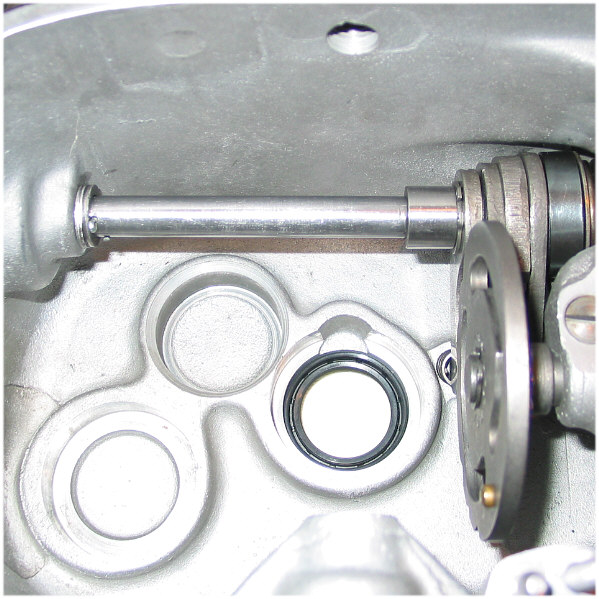
Hauptwelle in das
80° C warme Gehäuse eingeklopft. |
 |
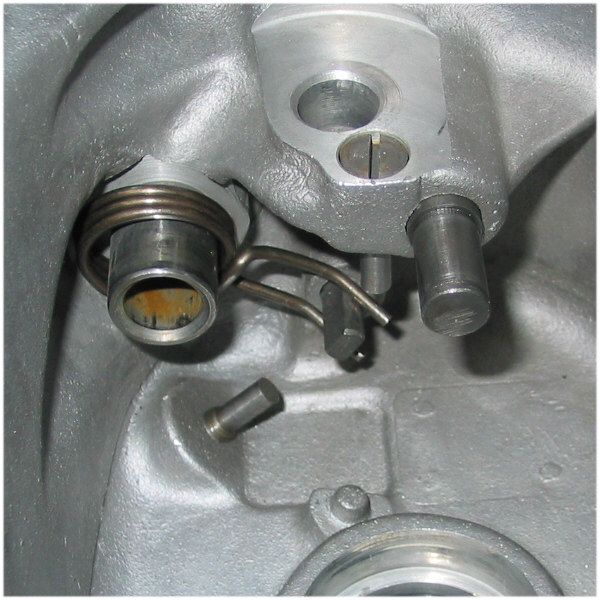
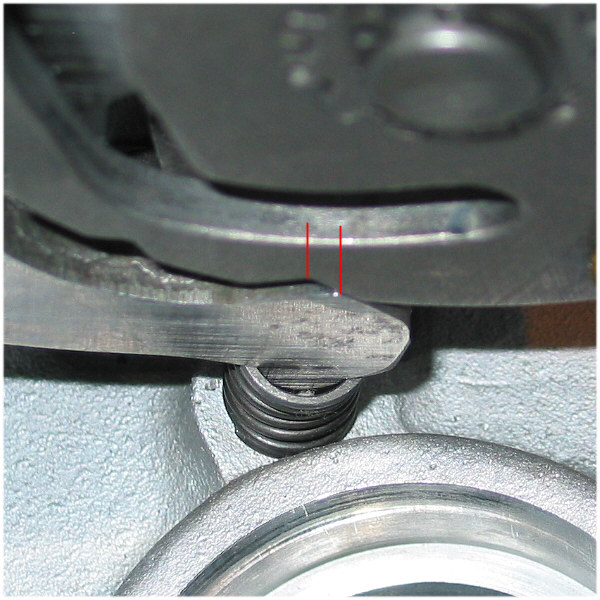
Kurvenscheibe auf Leerlauf eingestellt und
abstand der Schaltgabeln
Beide Seiten auf einmal waren
|
 |
Andere Seite.
Alles OK. Anschließend Welle,
|
 |
Rastenhalter im Stahlfederring. |
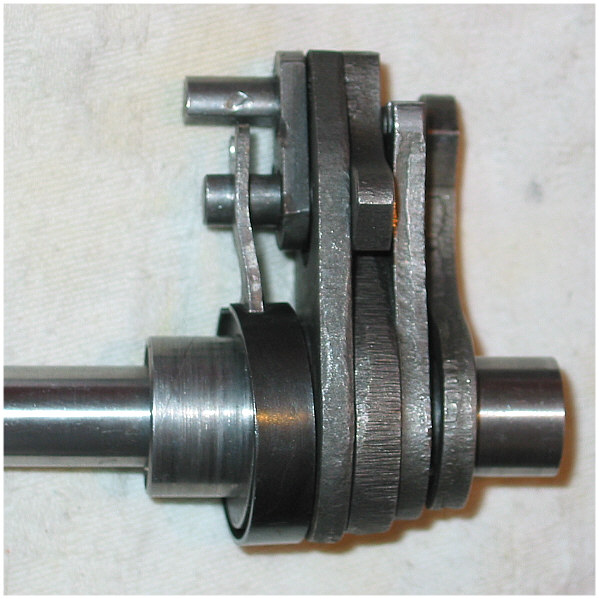 |
Rastenhalter auf der Schaltwelle. |
 |
Rückholfeder eingesetzt.
Die aufgebogenen Federenden
Feder ist einmal überkreuzt. |
 |
Rastenhalter eingesetzt.
Scheibe zwischen Feder und Rastenhalter
|
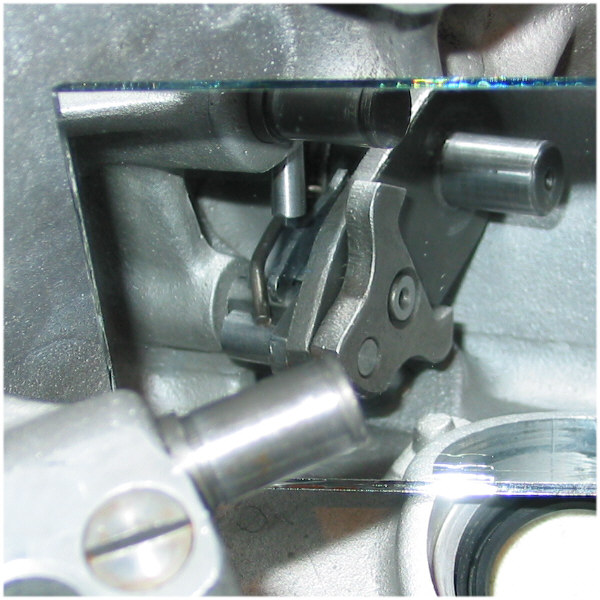 |
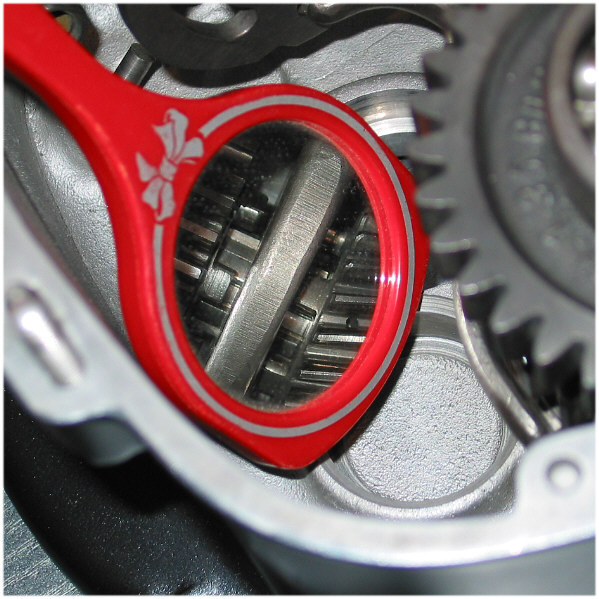
Mit Spiegel von hinten gesehen. |
 |
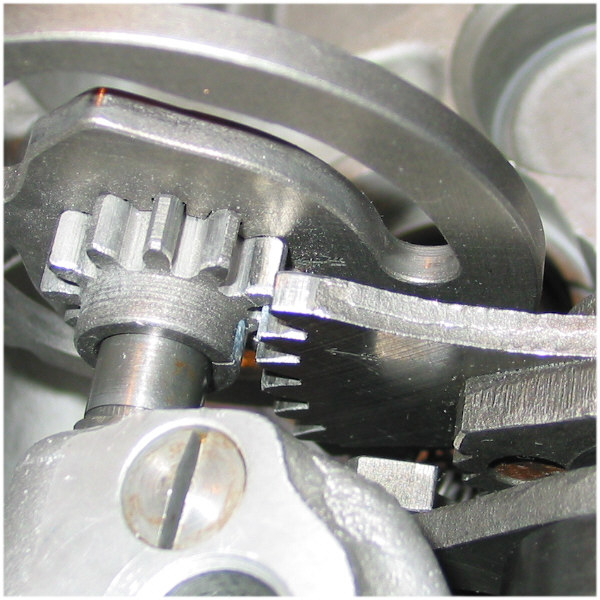
Zahnsegment aufgesetzt. |
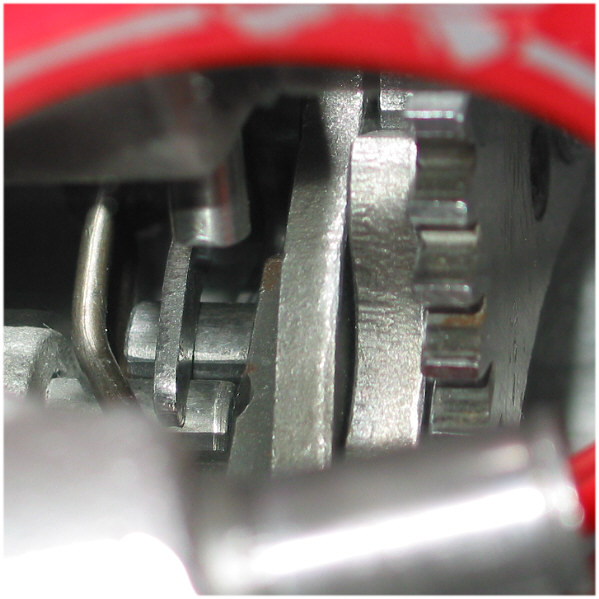 |
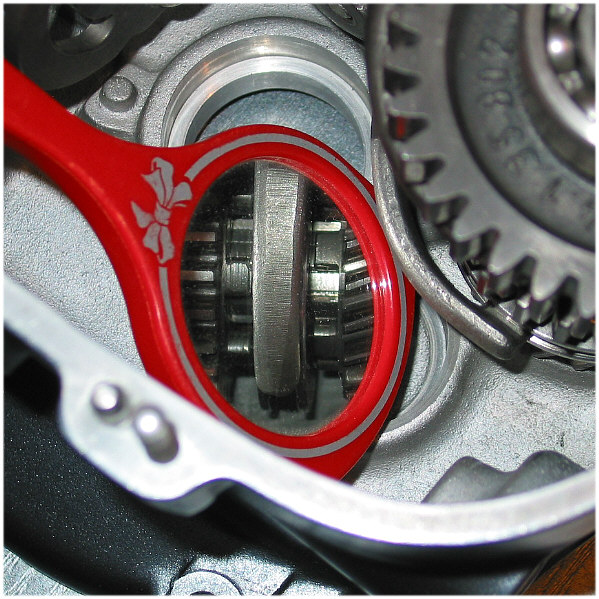
Mit dem Spiegel kontrolliert, OK. |
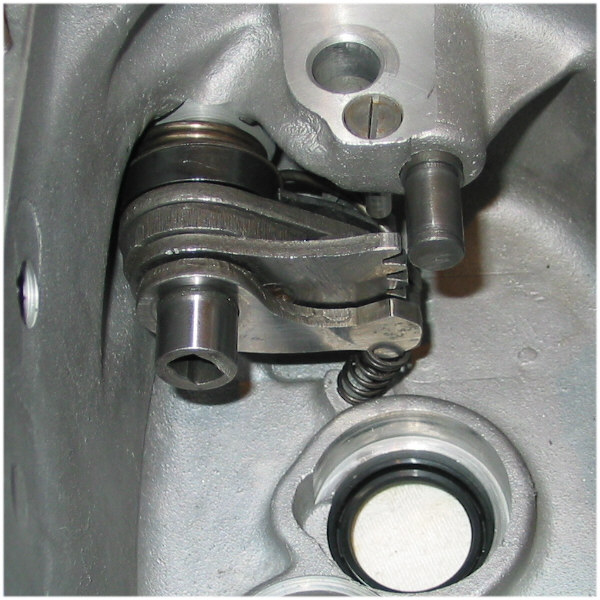 |
Sperrklinke eingesetzt.
Druckfeder zwischen
|
 |
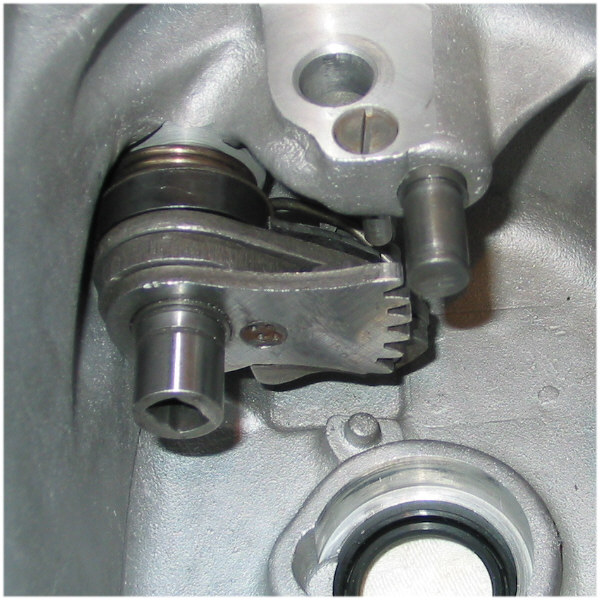
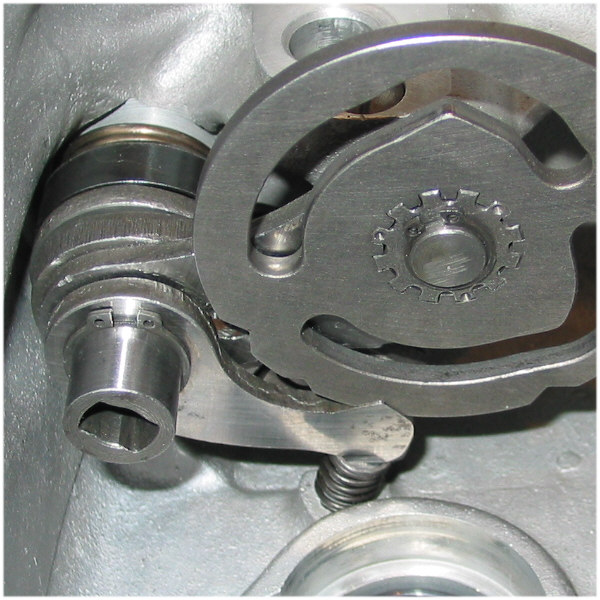
Markierung auf dem Zahnsegment ( 2. Zahn ). |
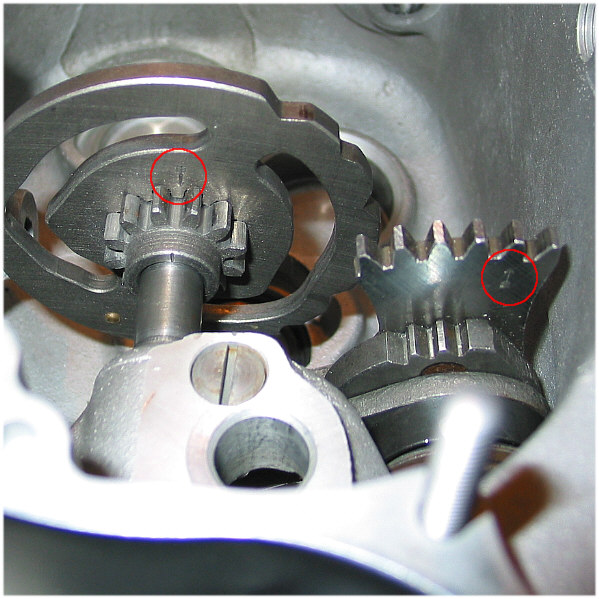 |
Die Markierungen auf der Sperrklinke
und der Kurvenscheibe müssen beim aufsetzen der Kurvenscheibe zusammengeführt werden. |
 |
Paßt. |
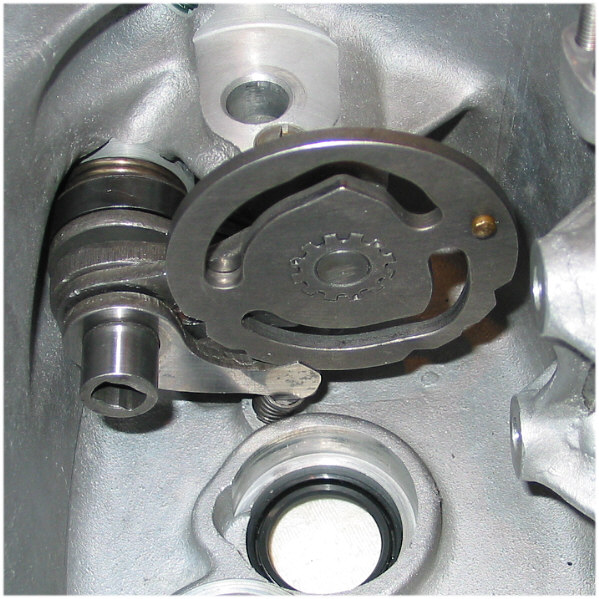 |
Kurvenscheibe aufgesteckt. |
 |
Und mit Segeringen gesichert. |
 |
Handschaltwelle eingebaut,
mit Distanzscheiben ausgerichtet und mit Splint gesichert. |
 |
Handschalthebel. |
 |
Überschaltspiel kontrolliert.
Kurvenscheibe soll sich
|
 |
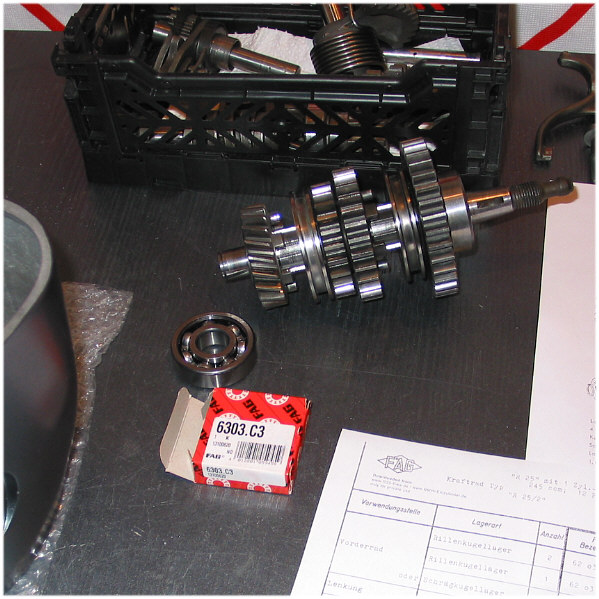
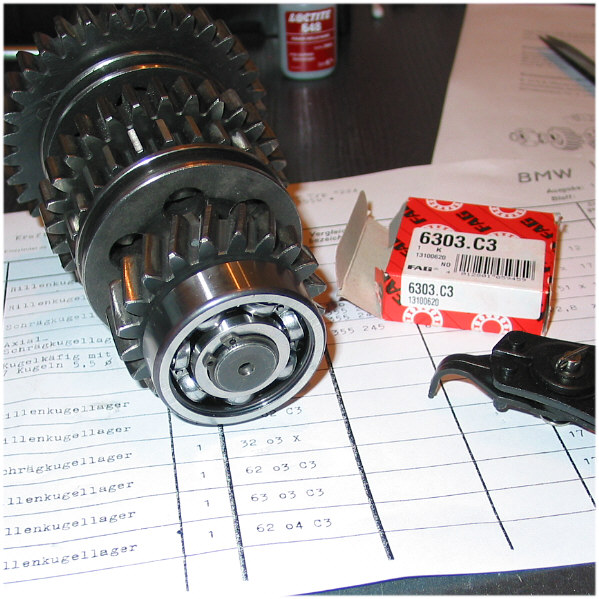
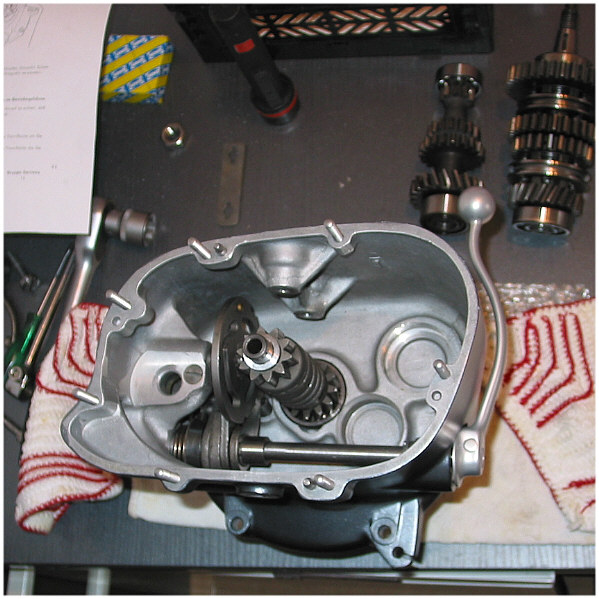
Der "Arbeitsplatz". |
 |
Bei der Arbeit. |
 |
Die "Werkstatt". |
 |
Gehäuse im Backofen auf 120C erwärmt
und Antriebswelle eingesetzt. |
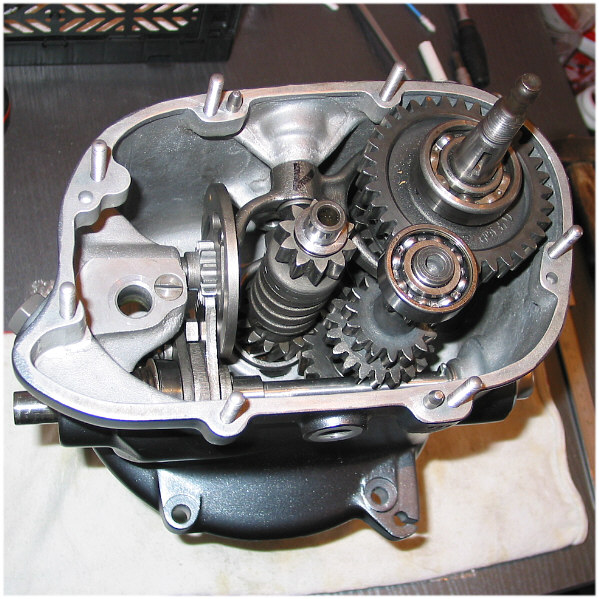 |
Anschließend gleich die Hauptwelle mit Nebenwelle
und den Schaltgabeln ins Gehäuse stellen. Darauf achten, daß die Wellen alle ganz unten
|
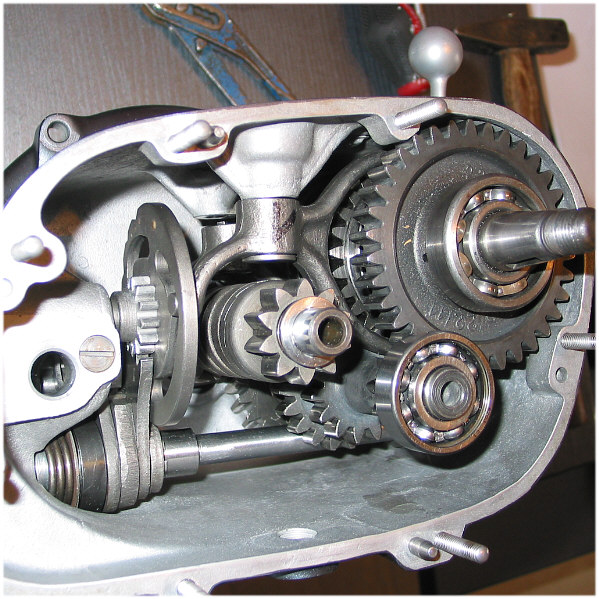 |
Schaltgabeln provisorisch verschraubt.
Ist eine ziemliche Fummelei. |
 |
Wenn alles sitzt, Schaltgabelschrauben
mit Halteblech ( falls vorgesehen ) festziehen. Jetzt die Abstände der Lagersitze messen und
Dann kann der Deckel montiert werden.
|